我们知道,工件工艺路线确定之后,就需要安排各个工序的具体加工内容,其中很重要的一项任务就是要确定各工序尺寸及上下偏差。工序尺寸的确定与各工序的加工余量有关。本文就简单,介绍一下,
牛头刨床工件加工余量的确定原则,希望能带给大家一定的参考作用。
一、
牛头刨床加工余量的分类及相关概念
前面我们说过,工件工序加工尺寸的确定和各工序的加工余量有关。加工余量是指在牛头刨床工件加工过程中,从加工表面切除的材料层厚度。简单来说,加工余量有工序余量和总余量两种。工序余量是指相邻两工序的基本尺寸之差,也称之为基本余量。总余量是指工件由毛坯到成品的整个加工过程中某一表面被切除材料层的总厚度。
工序余量包括最大工序余量、最小工序余量和工序余量公差。在牛头刨床进行毛坯粗加工及各道工序的加工中,加工误差是不可避免的。因此,毛坯尺寸、工序尺寸都有一个变动范围,也就是说实际加工尺寸可在最大与最小极限尺寸之间变化,因而加工余量也产生了最大工序余量和最小工序余量。最大余量与最小余量之间的差值我们称之为余量公差,也可理解为加工余量的变动范围。
一般来说,对于被包容面,最大工序余量等于前工序最大工序尺寸减去本工序最小工序尺寸;最小工序余量余量等于前工序最小工序尺寸减去本工序最大工序尺寸。而对于包容面,最大工序余量余量等于本工序最大工序尺寸减去前工序最小工序尺寸;最小工序余量余量)等于本工序最大工序尺寸减去前工序最小工序尺寸。
二、
牛头刨床加工余量的确定原则及影响因素
我们知道,加工余量的大小对工件的加工质量、生产率和生产成本均有较大影响。加工余量过大,不仅增加牛头刨床的劳动量、降低生产率,而且还增加了材料、刀具和电力的消耗,提高了工件加工的总体成本;如果加工余量过小,则既不能消除前道工序的各种表面缺陷和误差,又不能补偿本工序加工时工件的安装误差,严重时有可能造成废品。因此,应当合理地确定加工余量。
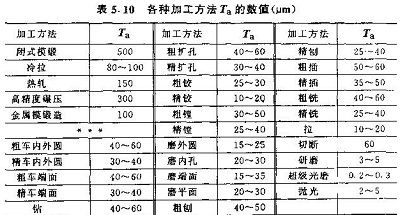
影响加工余量的因素主要有前工序的表面粗糙度和表面层缺陷层厚度;前一工序的尺寸公差Ta;前工序的形位误差以及工件的空间位置误差等。
一般来说确定加工余量的基本原则是:在保证牛头刨床加工质量的前提下,加工余量越小越好。我们一般确定加工余量的方法主要有查表法、经验估计法和分析计算法三种。
查表法是根据有关加工手册提供的加工余量数据,再结合生产实际情况加以修正后确定加工余量。经验估计法是根据牛头刨床一线加工人员本身积累的经验确定加工余量的方法。分析计算法是根据理论公式和一定的试验资料,对影响加工余量的各因素进行分析、计算来确定加工余量的方法。
具体采用哪种方法要结合工件的实际加工情况以及牛头刨床一线操作员工的基本素质来确定。一般情况下通过查表法确定加工余量是比较快捷有效的方法,被各生产厂家广泛采用。