牛头刨床厂家关于热变形对加工工艺的影响
在机械加工过程中,工艺系统在各种热源的影响下,常产生复杂的变形,破坏了工艺系统间的相对位置精度,造成了加工误差。据统计,在某些精密加工中,由于热变形引起的加工误差约占总加工误差的 40%~ 70%。热变形不仅降低了系统的加工精度,而且还影响了加工效率的进步。
(一)工艺系统的热源
引起工艺系统热变形的热源大致可分为两类:内部热源和外部热源。
内部热源包括切削热和摩擦热;外部热源包括环境温度和辐射热。切削热和摩擦热是工艺系统的主要热源。
(二)工艺系统的热平衡
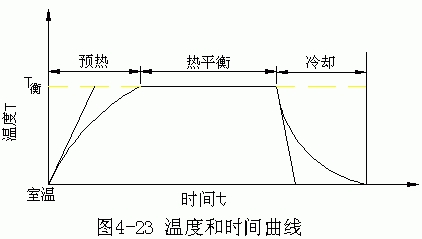
工艺系统受各种热源的影响,其温度会逐渐升高。与此同时,它们也通过各种传热方式向四周散发热量。当单位时间内传进和散发的热量相等时,则以为工艺系统达到了热平衡。图 4— 23所示为一般机床工作时的温度和时间曲线,由图可知,机床开动后温度缓慢升高,经过一段时间温度升至 T衡便趋于稳定。由开始升温至 T衡的这一段时间,称为预热阶段。当机床温度达到稳定值后,则被以为处于热平衡阶段,此时温度场处于稳定,其热变形也就趋了稳定。处于稳定温度场时引起的加工误差是有规律的,因此,精密及大型工件应在工艺系统达到热平衡后进行加工。
二、牛头刨床热变形引起的加工误差
机床受热源的影响,各部分温度将发生变化,由于热源分布的不均匀和机床结构的复杂性,机床各部件将发生不同程度的热变形,破坏了机床原有的几何精度,从而引起了加工误差。
车床类机床的主要热源是主轴箱中的轴承、齿轮、离合器等传动副的摩擦使主轴箱和床身的温度上升,从而造成了机床主轴抬高和倾斜。牛头刨床在空转时,主轴温升与位移的丈量结果。主轴在水平方向的位移只有 lO? m,而垂直方向的位移却达到 180~ 200? m。这对于刀具水平安装的卧式车床的加工精度影响较小,但对于刀具垂直安装的自动车床和转塔车床来说,对加工精度的影响就不容忽视了。
对大型机床如导轨磨床、外圆磨床、龙门铣床等长床身部件,其温差的影响也是很明显的。一般由于温度分层变化,床身上表面比床身的底面温度高而形成温差,因此床身将产生弯曲变形,表面呈中凸状如图 4-25所示。
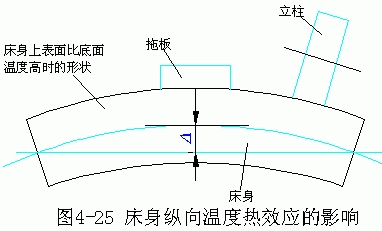
假设床身长 L= 3120mm,高 H= 620mm,温差 t= 1℃ ,铸铁线膨胀系数a=11× 10 -6,床身的变形量为
Δ =aΔ tL 2/8H=11× 10 -6× 1×( 3120) 2 /8× 620= 0.022 mm
这样 ,床身导轨的直线性明显受到影响。另外立柱和溜板也因床身的热变形而产生相应的位置变化